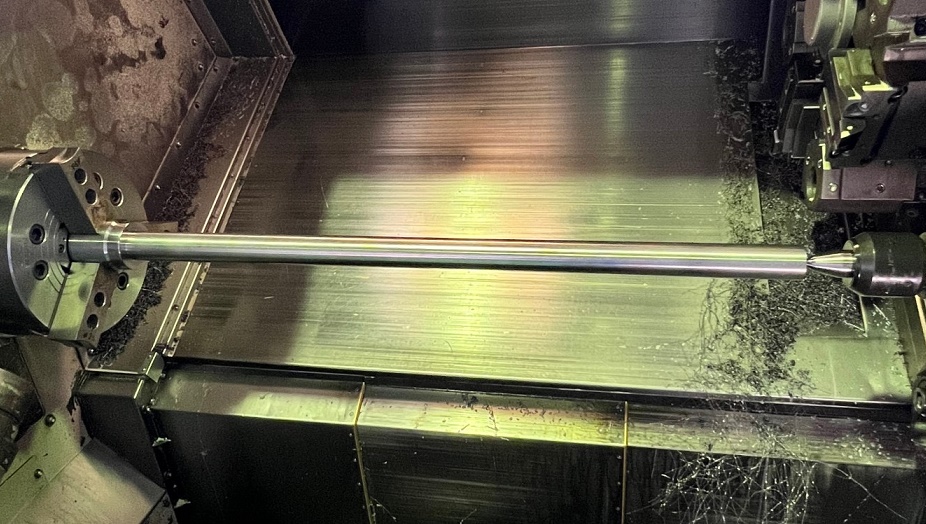
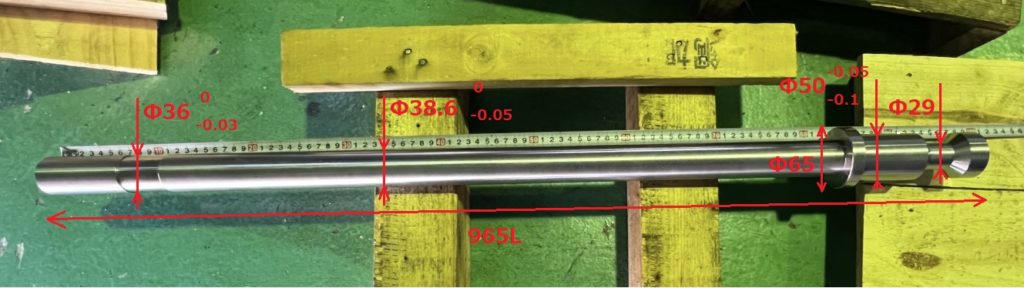
SKD11シャフト製作事例 Φ70mm焼純材からの削り出しです。最終仕上りの反りが0.1mm以下で、両端と中央は寸法交差の縛り、かつ後加工でフライス工程・熱処理工程が入ります。焼純で歪み難くはなっていますが、1次加工での精度及び加工応力等気を付けながらの加工になります。振れ止めなしの荒・仕上げなので刃先管理も重要で根気が必要な加工です。
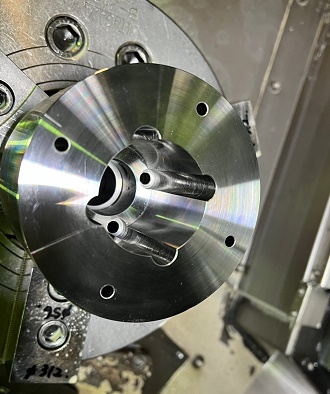
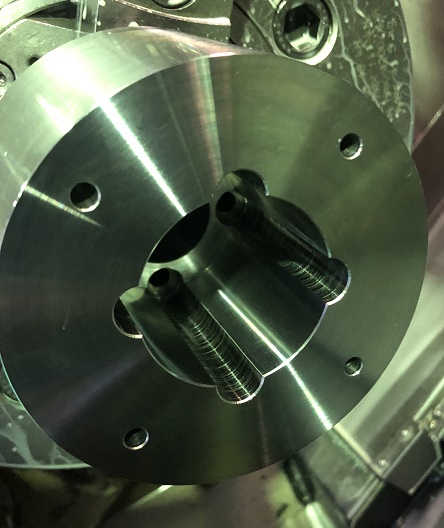
SNCM630S(調質)断続加工事例 写真中央にある4穴は深穴なので肉を残した状態でドリル穴加工後、最終工程で断続切削にて内径仕上げています。調質処理材なので所謂「ねばがたい材料」に加えて中心穴加工の際は断続切削になりますので、刃先摩耗の管理が大変な製品です。ボーリングバーの突出し量も長いので荒・仕上削り供に切削条件など経験と完成まで根気の要る作業です。